黄銅へのStainessの鋼鉄のためのDSPデジタル制御のパネルの誘導加熱ろう付け機械
![]()
誘導加熱ろう付け機械
誘導加熱ろう付けは三番目とともに、溶解した溶加材2つの金属片を結合する方法である。共同区域は溶加材の結合される金属の融点の下の融点の上で熱される;溶解した溶加材は毛細管現象によって他の2つの金属の部分の間でギャップに冷却すると同時に流れ、強い冶金の結束を形作る。結合する金属のために利用できるすべての方法の誘導加熱ろう付けは最も多目的かもしれない。ろう付けされた接合箇所に大きい引張強さがある–頻繁に一緒に結ばれる2つの金属より強い。ろう付けされた接合箇所はガスおよび液体を撃退したり、振動および衝撃に抗し、温度の正常な変更によって変化しない。結合される金属自身が溶けないので、そして保たない元の冶金の特徴を歪まないし、他では歪まないし。ろう付けされた接合箇所に非常にきれいな、よくできた出現があるので、頻繁に誘導加熱ろう付けは衛生器具、用具、重い建設用機器および良質の消費者製品を製造するための優先する接着プロセスである。プロセスは異なった金属をアセンブリ デザイナーにより物質的な選択を与える結合するためにうってつけである。複雑なアセンブリは段階で漸進的により低い融点の溶加材の使用によって製造することができる。誘導加熱ろう付けは比較的速く、経済的で、比較的低温を要求し、そしてオートメーションおよび細い製造の率先に非常に適応可能である。
電力要求事項:
力はあなたの仕事の部分を熱するように依存する要求した:
私達があなたの仕事の部分を熱するのに必要とされる力を定めた後私達は考察にコイルの連結の効率を運ぶ正しい誘導加熱装置を選んでもいい。

タッチ画面が付いているDSPデジタル制御の誘導加熱ろう付け装置の変数
| モデル | GYS-120AB (三相) |
| 仕事力 | 340V-430V |
| 最高の入力電流 | 180A |
| 出力電力 | 120KW |
| 変動の頻度 | 10-50KHZ |
| 出力電流 | 400-4500A |
| 冷水の流動度 | 0.08-0.16Mpa 12L/Min |
| 水温の保護ポイント | 50C |
| プロダクト サイズ | 主要:870x695x1050mm |
| 変圧器:850x420x750mm | |
| 純重量 | 主要:123kg |
| 変圧器:84kg |


![]()
誘導加熱ろう付け機械の利点
一般的な利点の誘導加熱に加えて誘導加熱ろう付けは事実上あらゆる熱するプロセスに、そこにである産業ろう付けのために誘導加熱を使用する極めて特殊な理由持って来る。これらは選択的な暖房、よりよい共同質、減らされた酸化および酸清浄化、より速い熱する周期およびより多くの一貫した結果含んでいる。
•選択的な暖房
誘導加熱は堅い生産の許容内の非常に小さい区域に熱を提供するために目標とすることができる。接合箇所への近似性内の部分のそれらの区域だけ熱される;部品の残りは影響されない。部品が付いている直接接触がないので、破損のための機会がない。fixturingの生命は大幅に熱すること繰り返し暴露されることによる問題が(ゆがみおよび金属疲労のような)除去されるので高められる。この利点は高温ろう付けプロセスと特に重要になる。有効なコイルの設計によって、注意深いfixturingおよび一貫した部分の配置の同時に同じ部分の異なった区域の熱を提供することは可能である。
•良質の接合箇所
誘導加熱は注入口が区域に流れることを防ぐことによってきれいな、leakproof接合箇所を作り出すべきではないこと。きれいで、制御可能な接合箇所を作成するこの機能は誘導加熱ろう付けが高精度のために広く使用されているという理由、高信頼性の適用の1つである。
•減らされた酸化およびクリーニング
正常な大気の炎の暖房により部品の酸化、スケーリングおよびカーボン蓄積を引き起こす。部品をきれいにするためには、接合箇所弱まる変化の適用および高い酸清浄化の浴室は伝統的に要求された。バッチ真空の炉はこれらの問題を解決するが、大型、悪い効率のために専有物の重要な限定および品質管理の欠乏がある。誘導とのろう付けは特に急速なcool-down周期が使用されるとき、酸化および高価なクリーニングの条件を両方減らす。
•速い熱する周期
誘導加熱周期がろう付けする炎と比較して非常に短いのでより多くの部品は同じ時間で処理することができより少ない熱は周囲の環境に解放される。
•一貫した結果
誘導加熱ろう付けは時間、温度、合金のような変数が、fixturing、部分の位置非常に制御可能であるので非常に反復可能なプロセスである。RFの電源の内部電源は制御サイクル時間に使用し温度調整は高音計、視覚温度検出器または熱電対によって達成することができる。

タイプはの接合箇所をろう付けする
いろいろさまざまな部分におよびアセンブリ幾何学および機能適するためにあるが接合箇所を最もろう付けする接合箇所をである2つの基本的なタイプの1つの変化ろう付けしなさい–つき合せはぎはおよび重ね継ぎする。つき合せはぎを形作るためには、2つの金属片は続く映像で示されているように端末相互の整理の端への端で、置かれる。結束の強さは結合表面の量によって大部分は決まる、多くの適用必要性を満たすにはきちんと形作られたつき合せはぎは十分に強い。組み立ては比較的簡単であり、ある適用のため、それは接合箇所で一貫した部分の厚さを持つ利点であるかもしれない。
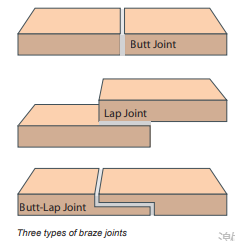 |
より強い結束を要求する適用のために、代わりとなるタイプの接合箇所は望ましいかもしれない。2つの金属が互いを重複するのでLap jointsより大きい接着表面がある。従ってより強い結束は作り出される。Lap jointsスペースが制限される適用のための潜在的問題であるかもしれない共同区域の二重厚さがある。しかし衛生器具および同じような適用のため、これは問題ではない。の重複の性質はろう付けのための部品の位置の援助を実際に重ね継ぎする;特に管状の部品と、接合箇所は他にself-supportingので1部適合なる。
両方の基本的な共同タイプの利点はバット ラップの接合箇所で結合される。このタイプの接合箇所はより多くの仕事が集まるように要求するが単一の厚さおよび最高の強さが両方あり、通常self-supportingである


GYの会社は国内および海外市場の誘導装置の生産の今日リーダーである。適正価格で堅くなる金属のための装置を買いたいと思えば媒介に払い過ぎないで製造業者からのプロダクトを直接、購入することが最善である。
堅くなる価格が適度である金属のための単位を購入するためにはGYに直接連絡すれば、やがて信頼でき、ハイテク機器を受け取る。
会社はまた良質の標準に従って製造されるさまざまな容量の高周波焼入れの単位を販売する。
会社の専門家は市場の傾向に常に気づき、顧客の必要性そして欲求をできるだけ考慮する。私達は最も短く可能な時間と顧客の条件に従っての最も複雑な装置、作成できる。私達の会社のプロダクトは一貫して品質が高く、信頼性耐久性である。
私達はまた相互に有利な言葉で質の保証サービスおよび後保証サービスを提供する。
![]()