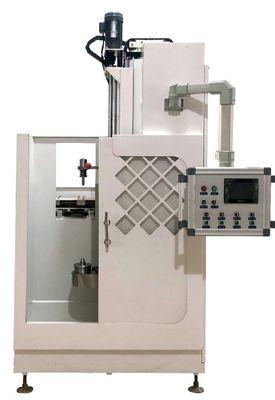
誘導のはんだ付けすることのための250KW 1-10KHZのタッチ画面の高周波熱処理機械
![]()
誘導加熱は何であるか。
誘導加熱は電磁誘導によって金属の非常に目標とされた暖房を可能にするプロセスを扱う熱である。プロセスは材料内の引き起こされた電流に熱を作り出すために頼り、金属か他の伝導性材料を結ぶか、堅くするか、または柔らかくするのに使用される好まれる方法である。現代製造工程では、熱処理のこの形態は速度、一貫性および制御の有利な組合せを提供する。基本原則が有名であるが、ソリッド ステート技術の現代前進はプロセスを、暖房扱うおよび材料テスト結合を含む適用のための非常に簡単に、費用効果が大きい加熱法させた。
電気でヒート・コイルの非常に制御可能な使用によって、扱う誘導熱は各金属に一部しかしその金属部分の各セクションに最もよい物理的特性をだけでなく、選ぶことを可能にする。
![]()
誘導加熱機械の技術的な変数:
| モデル | GYMD-250AB (三相) |
| 仕事力 | 340V-430V |
| 最高の入力電流 | 375A |
| 出力電力 | 250KW |
| 変動の頻度 | 1-10KHZ |
| 出力電流 | 400-6500A |
| 冷水の流動度 | 0.08-0.16Mpa 15L/Min |
| 水温の保護ポイント | 50C |
| プロダクト サイズ | 主要:1090x650x1610mm |
| 変圧器:1070x480x850mm | |
| 純重量 | 主要:258kgs |
| 変圧器:178kgs |
![]()

![]()
誘導のはんだ付けすることの適用:
誘導のはんだ付けすることは2つ以上の金属項目が共同インターフェイスに溶け、流れることによって溶加材(はんだ)一緒に結合されるプロセスである。
溶加材(はんだ)に集まっている工作物より低い融点がある。誘導のはんだ付けすることは部品が付いている物理的接触を作らないでファイルされるRF (無線周波数)の工作物を熱する。
溶接とは違って、誘導のはんだ付けすることは接合箇所の溶かを含まない。、一方では誘導加熱ろう付けは、はんだ付けすることとかなり高温で行われるので異なる。
ろう付けされた1しかしこれと比較されるより弱い共同の結果を少し頻繁にはんだ付けする誘導は特に敏感な電子工学か小さい部品を使用するとき、多くの適用のための好ましい結果である。誘導加熱ははんだ付けするプロセスを制御し、熱圧力を避けることを可能にするので完全な解決である。
![]()
![]()
高周波熱処理機械の利点:
集中された熱御馳走
最大限に活用された一貫性
最大にされた生産性
改善された製品品質
減らされたエネルギー消費
環境上適正
![]()
私達のサービス:
売出し前サービス。
内部販売サービス。
売り上げ後のサービス。