表面に癒やし、和らげることのための鋼鉄高周波焼入れ機械を堅くすること
![]()
堅くなることは材料の硬度が高められ、延性が減るあらゆるプロセスと単に定義することができる。これは高摩耗の表面を増強し、部品の耐用年数を拡張するためにすることができる。使用される材料によってもっとまたはより少なく適するかもしれない堅くなるいくつかの異った方法があるが誘導の技術は頻繁に癒やし、和らげることとして知られている堅くなるプロセスで利用される。
癒やし、和らげることは高炭素の鋼鉄への媒体でしか行うことができない堅くなるプロセスである。鋼鉄は最高に亜鉄酸塩からオーステナイトに変わるべき鉄の結晶構造のための十分な温度熱される。この変えられた水晶状態では、鋼鉄は他ではできたより大いにより多くのカーボンを分解できる。鋼鉄は水、オイル、または、誘導装置の場合には、水ポリマー解決を使用してそれから癒やされる。この癒やすことはカーボン沈殿物は鋼鉄の最終的な硬度を減らすことができる形作ることを防ぐ鋼鉄を急速に冷却する。鋼鉄が低速に十分な温度を冷却すれば、結晶構造は低温州に戻ることを試みる。この時点で、鋼鉄は元の低温状態で握ることができる従ってマルテンサイトと呼ばれる別の結晶構造に変形するよりより多くのカーボンを分解した。マルテンサイトは非常に懸命に歪めることが原因カーボンの結晶構造そしてより高い飽和をである。この時点で、鋼鉄は非常にハードであるが、その結果、また非常に壊れやすい。和らげることはわずかに硬度を減らすために大いに低温に鋼鉄バックアップを熱することを含み、それから、もろさを減らす。鋼鉄が熱される温度はによってどの位硬度が鋼鉄によって保たれる必要があるか決まる。望ましい硬度が達成されれば、鋼鉄は残り熱が鋼鉄を更に和らげることを防ぐために再度癒やされる。
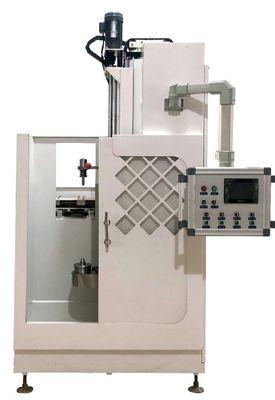
高周波焼入れ機械は表面に堅くなることのために使用され、静的な堅くなるか、またはスキャンによって別のタイプのシャフト堅くなることによって、ギヤ、カップリング、ブレーキ ディスク、鎖、ロール、管、平板、棒等の誘導加熱のような工作物に従って堅くなることは熱が精密な部品の特定のエリアで適用するようにし特に地帯を保障しよい堅くし質を堅くする。
GYの高周波焼入れシステムは縦、横、回転盤およびカスタマイズされた高周波焼入れ機械成っている。これらの機械は小さい、手動で付機械から大きい、自動堅くなる植物が付いている誘導のコンバーターの出力80kW-500kWおよび広範囲頻度に利用できる。
![]()
速い細部:
| 名前 | 冷却に吹きかけギヤを和らげるための機械高周波焼入れ機械を癒やす | 適用 | 癒やし、和らげること |
| 純重量 | 900kg | 冷却方法 | 液浸、hydrojet |
| 次元 | 1100*900*2000 | 証明書 | セリウム、SGS |
技術的な変数:
材料を癒やすことの最高の直径:300mm
仕事の部分の最高重量:50kg
仕事の部分の規定回転数:1-30mm/s
仕事の部分の降下の速度:120mm/s
主要なシャフトの速度:1-200r/min
メイン ドライブのモーター力:1.5kw
冷却方法:液浸、hydrojet
機械重量:900kg
次元:1100*900*2000
転送方式:機械回転
![]()
癒やし、和らげる誘導の利点:
誘導の技術は最も明瞭な利点を提供するプロシージャを癒やし、和らげることで最も頻繁に使用される。このプロシージャは望ましい硬度のプロフィールを達成する鋼鉄の熱し、癒やすことの精密の極度な量を要求する。間違った温度で部分に部分に大きい変化で起因するには長いですか癒やす秒の暖房のようなプロシージャの非常に小さい変化は余りにもできる。このような理由で、プロセスの精密な制御は優先するようになる。誘導の技術は暖房の他のどの方法もよりより多くの制御を提供する。
熱し、癒やすことのための部品の自動に処理そしてfixturingは生産率および助けを部分の後で一貫した結果の部品を作り出すために提供する。誘導は圧倒的に堅くなり、熱処理の最も速い方法である。その結果、プロセスは最低のゆがみ、表面の脱炭、微粒子の微細構造および正確に管理された硬度パターンを作り出さない。誘導は次のレベルに生産を高めるために見るあらゆる設備のための完全な解決である。
![]()
高周波焼入れは鉄ベースの合金の靭性を高めるのに高周波焼戻しが使用されている間、鉄材料の硬度そして引張強さを高める熱するプロセスである。和らげることは通常余分な硬度の一部を減らす堅くなることの後で行われる。

![]()
私達のサービス
売出し前サービス。
内部販売サービス。
売り上げ後のサービス。